以下是:数控等离子切割机【3000w光纤激光切割机】打造行业品质的产品参数
| 最小起订 | 1 |
|---|
| 是否厂家 | 生产厂家 |
|---|
| 产品材质 | 钢结构 |
|---|
| 产品品牌 | 华宇诚数控 |
|---|
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
|---|
| 加工定制 | 是 |
|---|
| 产品型号 | YCLM-4000 |
|---|
| 质保时间 | 2年 |
|---|
| 适用领域 | 金属钢板切割 |
|---|
以下是:数控等离子切割机【3000w光纤激光切割机】打造行业品质的图文视频
数控等离子切割机【3000w光纤激光切割机】打造行业品质,华宇诚数控科技有限公司为您提供数控等离子切割机【3000w光纤激光切割机】打造行业品质的资讯,联系人:,电话:18986290037、18986290037,QQ:1051088151,发货地:武汉江夏区庙山工业园特1号发货到四川省 广安市 岳池县、武胜县、邻水县、华蓥市。 四川省,广安市 广安历史悠久,自北宋开宝二年(969年)取“广土安辑”之意设广安军,“广安”之名沿袭至今,于1998年7月撤地设市。广安是重庆都市圈北部副中心城市,是改革开放和现代化建设的总设计师邓小平同志的家乡,拥有“伟人故里、滨江之城、川东门户、红色旅游胜地”四张名片,市内有5A级旅游景区邓小平故里等风景名胜。广安市培育了以数学家何鲁、革命先烈许建业等为代表的一大批专家学者、仁人志士。文化底蕴深厚,孕育了云童舞、岳池灯戏等独特民俗风情,获得全国文明城市、园林城市等殊荣。2022年,四川省人民政府明确广安建设四川自贸试验区协同改革先行区。
想知道数控等离子切割机【3000w光纤激光切割机】打造行业品质产品有多棒?看视频就够了,它比千言万语都更有说服力!
以下是:数控等离子切割机【3000w光纤激光切割机】打造行业品质的图文介绍
华宇诚数控科技有限公司是四川广安较大的生产、加工、销售 四川广安2000w光纤激光切割机为-体的综合性企业。 公司专业生产各种规格、材质 四川广安2000w光纤激光切割机,同时可根据客户图纸要求加工各种规格 四川广安2000w光纤激光切割机,可为客户来料加工。


数控等离子切割机的加工质量对于企业生产具有十分重要的意义,在目前等离子切割所应用的多个领域中,对于精度及坡口斜度的改进将为企业的二次加工带来显著效益,今天,我们专门找来影响等离子切割质量的五项重要因素,为方便用户深入了解这五大参量对于数控等离子切割机加工质量的改进与实际操作,下面我们将分别予以介绍。一、数控等离子切割机工作气体数控等离子切割机工作气体与流量是影响切割质量效果的一项主要参数,目前所普遍采用空气等离子切割只为众多工作气体中的一类,概因使用成本相对较低而得到广泛普及,但从加工效果来说的确有所欠缺,我们所指的数控等离子切割机工作气体包括切割气体和协助气体,有些设备还要求起弧气体,通常要根据切割材料的种类,厚度和切割方法来选择合适的工作气体。切割气体既要保证等离子射流的形成,又要保证去掉切口中的熔融金属和氧化物。过大的气体流量会带走更多的电弧热量,使得射流的长度变短,导致切割能力下降和电弧不稳;过小的气体流量则使等离子弧失去应有的挺直度而使切割的深变浅,同时也容易产生挂渣;所以气体流量一定要与切割电流和速度很好的配合。现在的等离子弧切割机大多靠气体压力来控制流量,因为当割炬孔径一定时,控制了气体压力也就控制了流量。切割一定板厚材料所使用的气体压力通常要按照客户提供的数据选择,若有其它的特殊应用时,气体压力需要通过实际切割试验来确定。常用的工作气体有:氩气、氮气、氧气、空气以及H35、氩-氮混合气体等。1.空气中含有体积分数约78%的氮气,所以利用空气切割所形成的挂渣情况与用氮气切割时很想像;空气中还含有体积分数约21%的氧气,因为氧的存在,用空气的切割低碳钢材料的速度也很高;同时空气也是很经济的工作气体。但单独使用空气切割时,会有挂渣以及切口氧化、增氮等问题,而且电极和喷嘴的寿命较低也会影响工作效率和切割成本。2.氧气可以提高切割低碳钢材料的速度。使用氧气进行切割时,切割模式与火焰切割很想像,高温高能的等离子弧使得切割速度更快,但是必须配合使用抗高温氧化的电极,同时对电极进行起弧时的防冲击保护,以延长电极的寿命。3.氢气通常是作为协助气体与其它气体混和作用,气体H35(氢气的体积分数为35%,其余为氩气)是等离子弧切割能力好的气体之一,这主要得利于氢气。由于氢气能显著提高电弧电压,使氢等离子射流有很高的焓值,当与氩气混合使用时,其等离子射流的切割能力大大提高。一般对厚度70mm以上的金属材料,常用氩+氢作为切割气体。若使用水射流对氩+氢气等离子弧进一步压缩,还可获得更高的切割效率。4.氮气是一种常用的工作气体,在有较高电源电压的条件下,氮气等离子弧有较好的稳定性和比氩气更高的射流能力,即使是切割液态金属粘度大的材料如不锈钢和镍基合金时,切口下缘的挂渣量也很少。氮气可以单独使用,也可以同其它气体混和使用,如自动化切割时经常使用氮气或空气作为工作气体,这两种气体已经成为高速切割碳素钢的标准气体。有时氮气还被用作氧等离子弧切割时的起弧气体。5.氩气在高温时几乎不与任何金属发生反应,氩气等离子弧很稳定。而且所使用的喷嘴与电极有较高的使用寿命。但氩气等离子弧的电压较低,焓值不高,切割能力有限,与空气切割相比其切割的厚度大约会降低25%。另外,在氩气保护环境中,熔化金属的表面张力较大,要比在氮气环境下高出约30%,所以会有较多的挂渣问题。即使使用氩和其它气体的混合气切割也会有粘渣倾向。因此,现已很少单独使用纯氩气进行等离子切割。


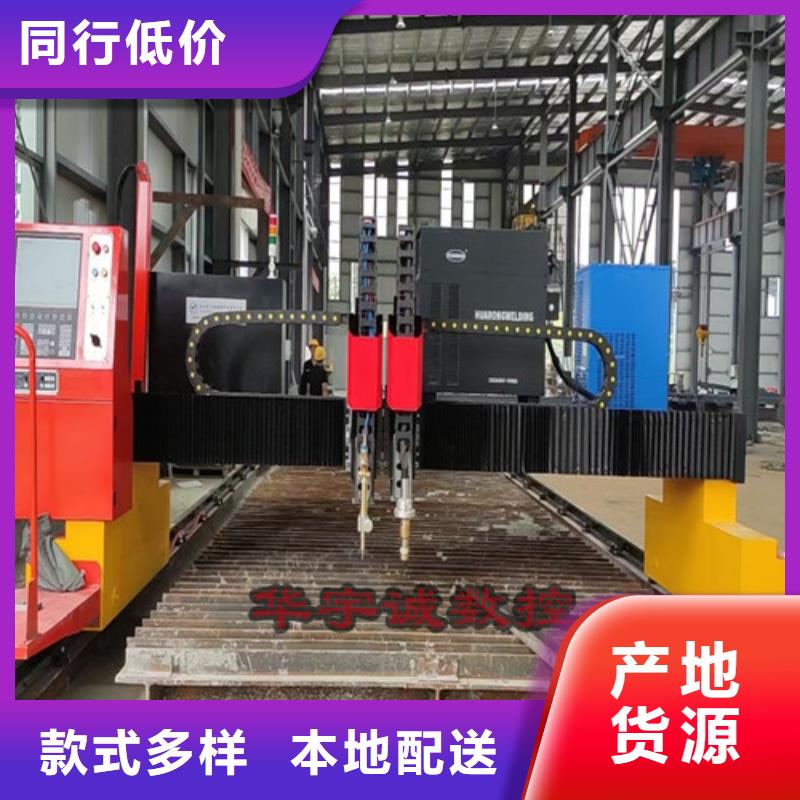
数控等离子切割机主要的应用领域为:不锈钢、铸铁、铜、铝及其他有色金属的板材等,主要用于平面切割非规则图形,理论上只要用AUTOCAD能画出来的图形就能切割(半径小于2倍等离子割缝宽度的图形无法切割)。一台完整的数控等离子切割机主要由等离子发生器,数控系统,机床和供气装置(空气压缩机)几部分组成。等离子发生器及其割炬组直接决定切割质量,数控系统及机床直接决定切割精度,供气装置直接影响切割质量,也是等离子发生器工作的必备条件。
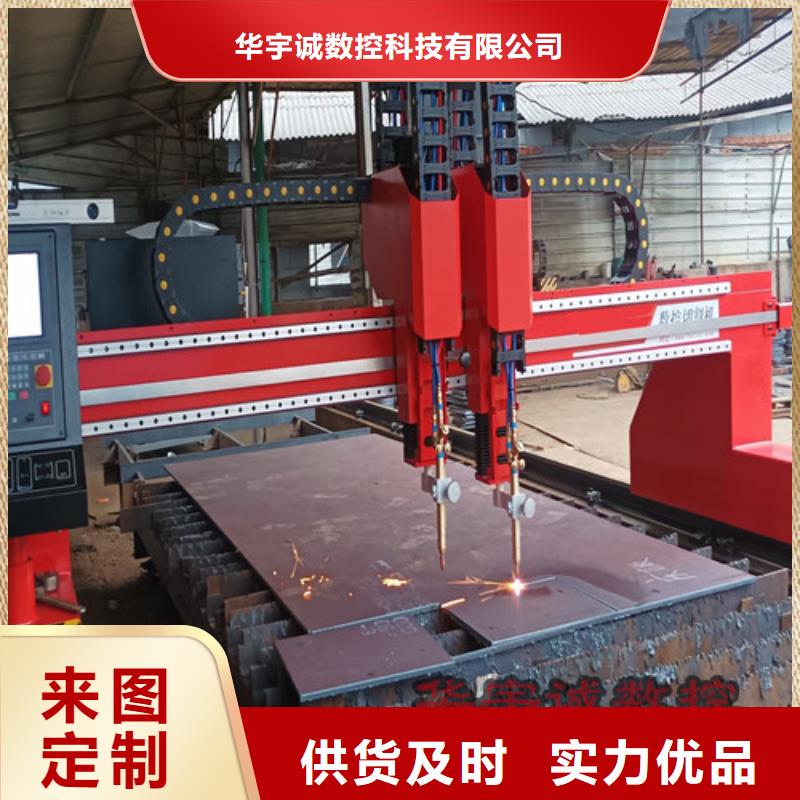
数控等离子切割机在切割速度及切割范围上都较火焰切割有所改善,加上近年来等离子切割技术的成熟完善,市场上也有越来越多的用户企业选择等离子切割方式,相比传统的切割方式来看,等离子切割具有率、高精度和高稳定性等优点,尤其适合于大批量生产加工及高精度切割要求,另外从成本角度来看,由于去掉了切割燃气费用,等离子切割相对成本更为经济,特别是应用于大批量加工生产的时候,其加工成本控制将更为明显。



数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)



在四川省广安市采买数控等离子切割机【3000w光纤激光切割机】打造行业品质到华宇诚数控科技有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:-18986290037,QQ:1051088151,地址:《江夏区庙山工业园特1号》。